

Issue 4 – June 2020
Business is all about getting a return on your investment, and training is not excluded from this. So how do you know that the time and money you’ve invested in a skills development programme is bringing you good returns? The ultimate objective of a good skills development program is to bring about a positive behaviour change in the delegates. How do you check that the delegates have not only understood the topics covered in the course, but can apply these concepts in their workplace? How do you measure this behaviour change? At 2KG Training we believe we believe we have found the answer to this question and surprising to some, it does NOT entail the writing of an exam.
Anyone attending one of our 2KG Training courses over the last 12 years has received a certificate of attendance. This is a very posh looking certificate, made all the more impressive by a very official seal of approval from one of our learned engineering institutions stating that the course was accredited for CPD points. This means that the course is of a sufficiently high engineering standard to be accepted by ECSA – the Engineering Council of South Africa.
However as the certificate is only one of attendance, all we know is that the delegate was present for the duration of the course – it does not mean that he or she learned anything. An analogy in pumping terms would be buying the latest technology, premium efficiency pump which has a Best Efficiency Point of 85%, and expecting it to operate at that level. As you should know after reading these articles, the fact that the pump is capable of running efficiently and reliably does not necessarily mean your pump operating in your system will do so. Similarly, exposing your staff to technical courses of high standards does not mean that they will pick up any of the necessary skills required to do their job better.
To address this shortcoming there has been a trend in recent years to include a short test on the final day, to evaluate whether a delegate has benefitted from the training. These are also problematic as the course provider is often put under pressure to ensure the majority of the class pass, thus making the test easier than it should be. Correctly answering a few multiple choice questions after the course is also not a useful gauge of their competency.
I have recently had two opportunities where we tried something different, with very positive results.
The first involved a pumping systems optimisation program presented to a large gold mining group, where the delegates were required to do a post-course assignment. Each delegate had to gather data on a functioning pumping system, identify sub-standard performance parameters, and suggest improvements that would bring about significant improvements in Mean Time Between Failures and Repairs, plant reliability and, most importantly, reductions in energy consumption. The assignment was a huge success, with savings being identified that paid for the costs of the training many times over. The assignments submitted were nothing short of insightful. And the task of assessing whether the delegate could be rated as competent was clear in the first few paragraphs!
The whole process turned out to be beneficial in multiple ways – the delegates received excellent applied skills, the mine got clearly-defined returns for their investment, and the facilitator could reinforce his course content with some very exciting and thought-provoking case studies.
The second opportunity was during a training session held on site at a refinery in Durban, which was different in that it combined both theory and practical applications in one course. Day one was spent on theory, with an emphasis on centrifugal pump operation, pump and system interaction and the benefits of improved efficiency. Day two began with a group discussion and selecting two separate pumping systems for evaluation. The class was split into groups for a walk through of the plant, where delegates were encouraged to look for visible signs of energy wastage, such as throttling, control valves, overflows, re-circulation etc.
The rest of the course involved applying pumping systems theory to the opportunities identified in the plant. Significant energy savings opportunities were identified during the walk through, and by using these as the basis for the workshop, plant personnel were also far more receptive to being trained on optimizing their own pumping system.
On the final day of the training, a list of potential projects was agreed on including a brief description of the system, what savings opportunities were identified and an approximate estimate of the energy savings anticipated. The opportunities consisted of both ‘Quick fix’ short term solutions as well as recommendations for longer term projects requiring a more detailed assessment or feasibility study.
Each group was required to submit a assessment report within 2 weeks of the training which was evaluated together with their attendance at the training to justify successful candidates receiving a Certificate of Competency.
In both cases substantial savings opportunities were identified, the implementation of which led to savings many times in excess of the cost of the training.
Proving that a good skills development programme, with a strategic assessment, pays! Or how to get more bang from your training buck.
PS101 Tip : Check actual head vs original duty head
The following example shows how easy it is to identify a major savings opportunity when conducting a plant walk through, using only some common sense and an existing pressure gauge.
The name plate on a pump can sometimes contain more useful information than just the pump model and serial number. In many cases the rated flow and head are also stamped on the name plate. These do not relate to Best Efficiency Point of the pump as many people think, but rather the original duty flow and head that the pump was selected for. This is a very valuable piece of information as it tells you where the pump should be operating to be most efficient and reliable. If the measured head or flow is substantially different to these values then we know there is an opportunity for savings. In most cases, it is difficult to measure flow rate, but pressure is often available.
The name plate on a demineralised water processing pump showed a duty of 280 m^3/hr at 72 m head. A pressure gauge on the discharge of the pump read 960 kPa. Although there was no suction gauge, it was possible to estimate the height of the water in the suction tank which was used to calculate an approximate value for the pump suction inlet pressure (Note: In many cases with a large diameter unobstructed suction, it is acceptable to ignore the friction losses in the suction pipe when working out suction pressure at the pump inlet). From the above we could get an estimate the pump total dynamic head to be around 78m. By comparing this with the duty head of 72m, we know that the pump must be operating far left on its curve, delivering substantially less flow.
Opportunity
- Check that the discharge pressure gauge is correct, and our assumption for level of water in tank is accurate
- Find a copy of the pump curve and see where the pump will now be operating. A higher head means the pump moves left on its curve, providing less flow and lower efficiency. If the pump curve is relatively flat in this region, then a small increase in head will lead to a large drop off in flow rate
- Investigate why the friction head has increased in the system (throttled valve, scaled pipes, blocked strainer, changes to piping)
- Propose changes to the system to reduce friction (clean out pipes and strainers), or changes to the pump to reduce the operating head (trim impeller, reduce speed)
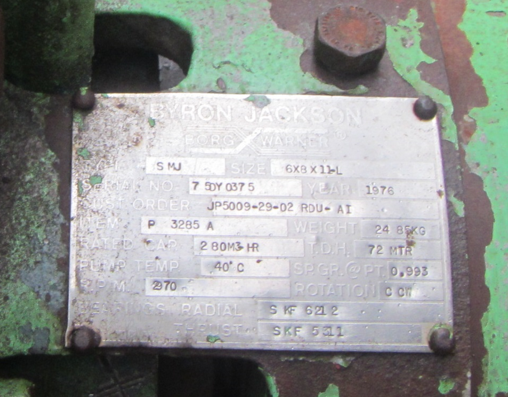
Fig 1. Name plate of pump showing rated flow rate and total dynamic head. Note that this does not refer to the BEP of the pump, but rather the original design duty that the pump was supplied for. In many cases, the pump will be found to be operating far away from this duty, leading to major savings opportunities in energy and reliability.
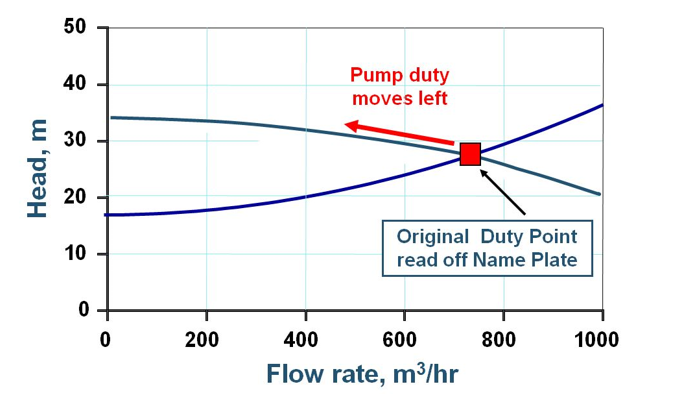
Fig 2. If the actual pump head is higher than the original duty head shown on the nameplate, then we know that the pump must be operating far left from its Best Efficiency Point, delivering substantially less flow at a greatly reduced efficiency and reliability

Fig 3. Following theoretical training on pump operation, pump and system interaction and the benefits of improved efficiency, delegates walk through the plant looking for visible signs of energy wastage, such as throttling control valves, overflows, recirculation etc.